 English
English Español
Español русский
русский عربى
عربىHome / News / Industry News / How to Choose Horizontal Sewage Pumps for Wastewater Treatment, Industrial Drainage and Municipal Sewage Handling Systems
How to Choose Horizontal Sewage Pumps for Wastewater Treatment, Industrial Drainage and Municipal Sewage Handling Systems
What is a horizontal sewage pump and how does it work in wastewater systems?
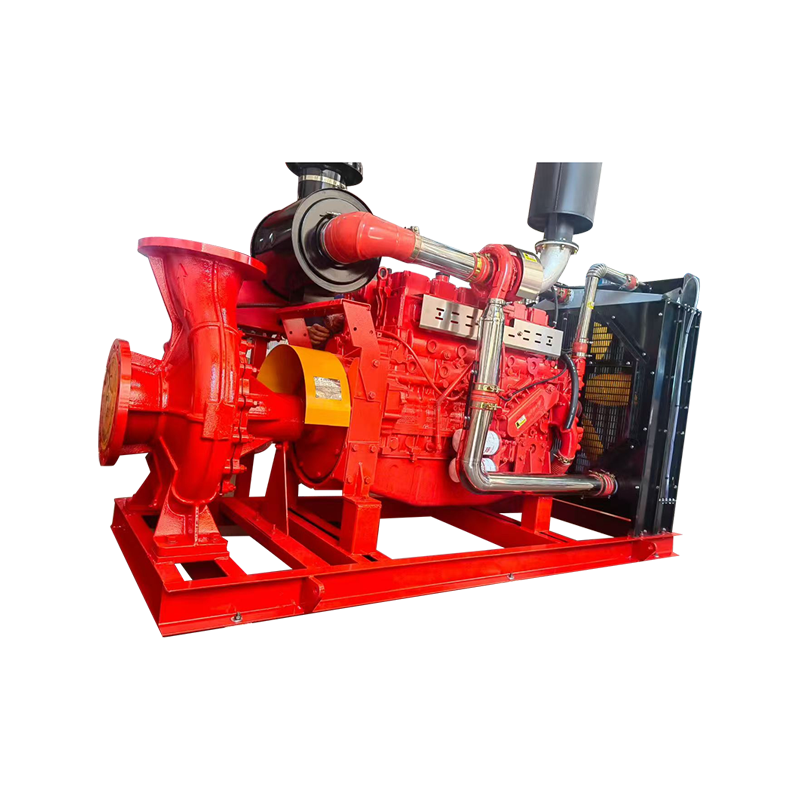
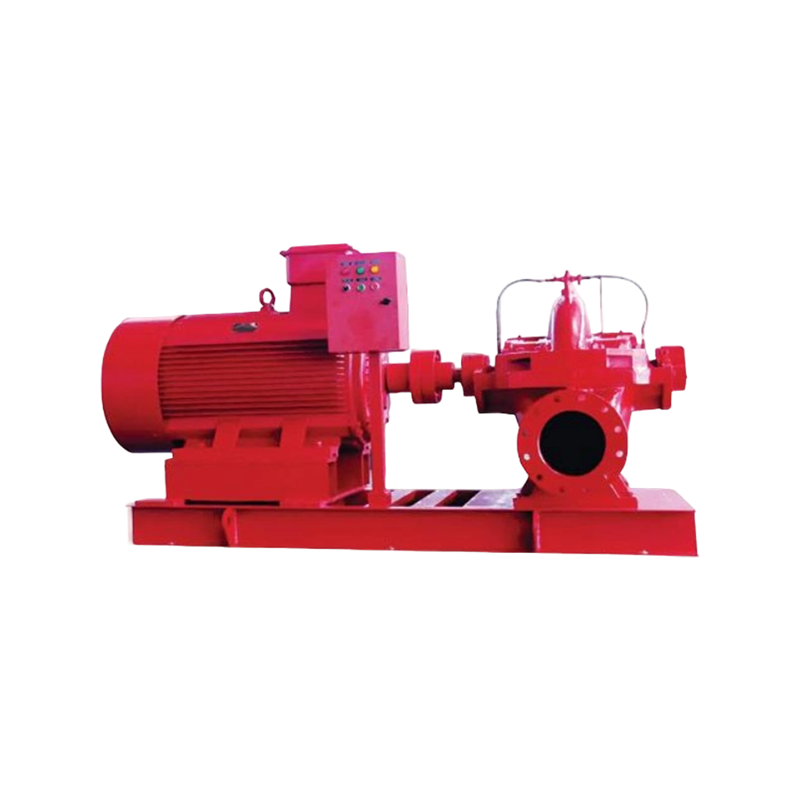
A horizontal sewage pump is a mechanical device designed to transport wastewater, sewage, and liquids containing solids through pipelines using a horizontally oriented shaft configuration. Unlike vertical or submersible alternatives, these pumps feature the motor and impeller aligned on the same horizontal axis, with the pump casing mounted on a baseplate at ground level.
How sewage pumps move wastewater in pipelines centers on centrifugal force generation. The pump's motor drives an impeller—a rotating component with vanes—that spins at high speed within the pump casing. As the impeller rotates, it creates a low-pressure zone at the suction inlet, drawing wastewater into the pump. The impeller then accelerates the liquid outward, converting rotational energy into pressure energy that propels the sewage through the discharge pipeline.
Why horizontal pumps are used in sewage treatment reflects several practical advantages. Their ground-level installation provides excellent accessibility for routine inspection, maintenance, and repair. Operators can directly observe rotating components, check seals, and perform servicing without entering confined spaces. This accessibility translates to higher reliability and longer service life, as problems can be detected early and addressed promptly. Horizontal pumps also accommodate flywheel installation for water hammer protection—a significant benefit in large-diameter pipeline systems where sudden flow changes can cause damaging pressure surges.
In a typical wastewater pumping system, the horizontal sewage pump operates in a dry well configuration. The pump resides in a separate, dry compartment adjacent to the wet well where sewage collects. This arrangement protects electrical components from moisture damage and allows maintenance without dewatering the wet well. For positive suction conditions where the liquid level sits above the pump centerline, these pumps start easily and operate reliably.
What are the main types of horizontal sewage pumps?
Types of horizontal sewage pumps and differences can be categorized by impeller design, each offering distinct advantages for specific applications:
Channel Impeller Pumps (Single-Channel and Double-Channel)
Channel impellers feature a curved, bladeless passage extending from the inlet to the outlet. This design excels at handling large particles and long fibrous materials without clogging. The double-channel configuration, with two flow passages, provides improved balance and reduced vibration. These pumps are commonly specified for raw sewage containing rags, plastics, and other debris.
Open and Semi-Open Impeller Pumps
These designs feature vanes attached to a hub without a front shroud (open) or with a partial shroud (semi-open). They are easy to manufacture and allow quick cleaning when blockages occur. However, they are susceptible to efficiency loss over time as abrasive particles wear the gap between the impeller and the casing, increasing recirculation losses.
Swirl Impeller (Vortex) Pumps
In swirl impeller designs, the impeller is partially or completely recessed from the flow channel. Suspended particles and long fibers do not contact the impeller blades but instead circulate within the casing. This offers excellent non-clogging performance and minimal wear, though efficiency typically reaches only about 70% of a standard closed impeller.
Self-Priming Sewage Pumps
Self-priming models incorporate a gas-liquid separation chamber that enables the pump to evacuate air from the suction line and establish prime automatically. These eliminate the need for foot valves or manual priming, simplifying installation in applications where the pump sits above the liquid level.
Horizontal vs submersible sewage pump comparison reveals that horizontal pumps offer easier maintenance access, higher durability, and better suitability for large-capacity installations. Submersible pumps, while more compact and requiring less civil construction, present challenges for inspection and may have shorter operational lifespans due to continuous immersion.
Best pump type for wastewater drainage depends on the specific medium characteristics. For untreated municipal sewage with significant solids content, channel impeller or swirl designs typically provide the most reliable performance. For applications with pre-screened or relatively clean wastewater, closed impeller designs offer superior efficiency.
Where are horizontal sewage pumps commonly used?
Horizontal sewage pump applications in cities span multiple critical infrastructure sectors:
Municipal Wastewater Treatment Plants
Treatment facilities rely on horizontal pumps for influent lift stations, return activated sludge (RAS) recirculation, and effluent discharge. These installations demand pumps capable of continuous operation with minimal maintenance interruptions. Large horizontal centrifugal pump sets, often configured with redundant units (one operating, one standby), provide the stability needed for high-volume continuous return flow.
Industrial Effluent Drainage Systems
Manufacturing facilities, chemical plants, and food processing operations generate wastewater containing various contaminants. Horizontal pumps with corrosion-resistant materials (such as 316L stainless steel) handle aggressive media while maintaining reliable performance. The pump selection must account for both the chemical nature of the effluent and any abrasive solids present.
Construction Site Dewatering
Where sewage pumps are used in wastewater systems during construction, horizontal pumps manage stormwater runoff and groundwater removal. Their robust construction and ability to handle silt-laden water make them suitable for demanding site conditions. For high sand content applications, wear-resistant cast iron construction extends service life significantly.
Residential and Commercial Sewage Transfer Systems
Multi-story buildings, housing developments, and commercial complexes use horizontal pumps to lift sewage from lower levels to municipal sewer mains. These applications typically require moderate flow rates and heads, with compact installations that fit within building mechanical rooms.
Flood Control Drainage Stations
Industrial uses of sewage transfer pumps include flood mitigation infrastructure. Stormwater pumping stations employ large horizontal pumps to rapidly discharge collected runoff during heavy rainfall events. These stations must handle variable flows while maintaining reliability during emergency conditions.
What performance features should a horizontal sewage pump provide?
How strong should sewage pumps be depends on the specific duty requirements, but several core performance features define a quality horizontal sewage pump:
High Flow Rate Pumping Capacity
The pump's rated flow should meet or exceed actual discharge needs, with a recommended reserve margin of 10–20%. This buffer accommodates future flow increases, pipe fouling, and normal wear. For large municipal applications, capacities can exceed 8,500 m³/h (37,500 gpm). The pump's head capability must cover the total dynamic head, including static lift and pipeline friction losses.
Non-Clogging Impeller Design
What makes a good wastewater pump starts with the impeller. Anti-clogging features are the most critical factor for sewage pump reliability. Open or semi-open impellers with flow channel widths of at least 80mm effectively handle fibrous materials and solids. Pumps equipped with cutting mechanisms provide additional protection against stringy materials like cloth or plastic bags.
Corrosion Resistant Pump Material
Material selection directly impacts pump longevity. For corrosive environments, 316L stainless steel construction resists chemical attack. For applications with high sand content, wear-resistant cast iron casing and impellers prevent premature wear. Standard cast iron (GG-25) serves adequately for typical municipal sewage applications.
Stable Continuous Operation
Pumping stations require pumps capable of running for extended periods without interruption. Why clog resistance is important in sewage pumps becomes clear when considering the consequences of unplanned shutdowns—overflow risks, environmental damage, and costly emergency repairs. Horizontal centrifugal units demonstrate excellent stability, with flow fluctuation typically ≤3% during continuous operation.
Energy Efficient Motor System
Energy consumption represents a significant portion of lifecycle costs. Properly sized high-efficiency centrifugal pumps consume substantially less energy than undersized units operating under overload conditions—up to 60% less in documented cases. Premium efficiency motors and optimized hydraulic designs contribute to reduced operating costs.
How is a horizontal sewage pump designed and manufactured?
How horizontal sewage pumps are made involves sophisticated engineering and manufacturing processes:
Pump Casing Casting Process
The pump casing forms the pressure boundary and flow path for the sewage. High-quality castings are produced from materials matched to the application—cast iron for general sewage, stainless steel for corrosive media, or wear-resistant alloys for abrasive service. The casing design incorporates the volute or pressure chamber that converts velocity energy to pressure energy.
Impeller Hydraulic Design Optimization
Manufacturing process of wastewater pumps centers on the impeller. Hydraulic optimization ensures efficient energy transfer while maintaining solids handling capability. Computational fluid dynamics (CFD) analysis refines the blade geometry, inlet design, and flow passages to achieve target performance metrics. Back shroud blades on the impeller serve dual purposes: axial thrust compensation and protection against particle intrusion into the shaft seal area.
Motor Coupling Assembly System
The motor and pump connect through a flexible coupling that transmits torque while accommodating minor misalignments. The coupling design includes a protective guard for safety. For larger units (typically above 75kW), soft starters reduce electrical and mechanical stress during startup.
Shaft Sealing Technology
Seal integrity prevents leakage of pumped fluid along the rotating shaft. Mechanical seals, often installed in an oil-filled seal chamber with two seals in tandem, provide reliable containment. Seal selection must account for the abrasive nature of sewage and potential chemical attack. PTFE-coated sealing rings with grease lubrication offer effective protection in standard applications.
Industrial Pump Testing Procedures
How centrifugal sewage pumps are assembled culminates in rigorous testing. Manufacturers verify performance against specified flow, head, and efficiency curves. Tests include:
- Hydraulic performance testing to confirm capacity and head
- NPSH testing to determine suction capability
- Vibration analysis to validate balance and running smoothness
- Pressure testing to verify casing integrity
- Seal testing to ensure leakage meets specifications
How do horizontal sewage pumps compare with submersible pumps?
Horizontal sewage pump vs submersible which is better depends on project-specific priorities. Each technology offers distinct advantages:
Horizontal vs Submersible Pump Efficiency
Horizontal dry well pumps generally achieve higher efficiency than submersible alternatives. Studies show horizontal pump efficiency typically ranges 70–85%, while submersible sewage pumps operate at 50–80% for comparable sizes. This efficiency advantage translates to lower energy costs over the pump's operational life.
Installation Method Comparison Pumps
Advantages of horizontal sewage pumps include simpler installation with ground-level access. Equipment alignment, piping connections, and electrical connections proceed efficiently without specialized rigging. Horizontal installations require a dry pump room and larger floor space but offer lower building height compared to vertical configurations.
Submersible pumps install directly in the wet well, requiring no dry well and minimizing above-ground construction. Installation is simple—the pump lowers into position on guide rails and connects to a discharge elbow. This approach saves civil construction costs but sacrifices accessibility.
Maintenance Accessibility Differences
Why choose horizontal pump over submersible often comes down to maintenance. Horizontal pumps provide excellent accessibility. All rotating components are above water, allowing direct visual inspection, routine service, and repairs without draining the wet well or entering confined spaces.
Submersible pumps are not readily accessible for inspection. Operators receive little warning of incipient problems, and motor or seal repairs may require shipment to specialized service centers—leading to longer turnaround times. Statements about low maintenance costs can be misleading when based on short-term experience. For large submersible pumps (>150kW), utilities have reported premature catastrophic failures and higher maintenance frequency.
Cooling System Differences Pump Types
Horizontal pumps use air cooling for the motor, with ventilation provided by the pump room environment. Submersible pumps rely on immersion for cooling or internal cooling systems for dry installation. Submersible pumps with forced internal cooling (water, oil, or refrigerant circulation with integral heat exchanger) can operate continuously in air but at higher capital cost.
Lifespan Comparison Sewage Pumps
Disadvantages of horizontal sewage pumps include higher civil construction costs and larger space requirements. However, the trade-off is longer equipment life. Horizontal pump installations can expect longer service life because motors remain free from sewage contact. Submersible pumps, while having lower initial costs, typically have shorter operational lifespans due to continuous immersion and potential moisture ingress.
What are common problems or limitations of horizontal sewage pumps?
Disadvantages of horizontal sewage pumps and common operational issues require attention:
Cavitation Pump Issue
Cavitation occurs when the suction pressure drops below the liquid's vapor pressure, causing bubbles to form and collapse violently on the impeller surface. This causes pitting, noise, vibration, and efficiency loss. Maximum allowable suction lift for centrifugal pumps generally ranges 3–8.5 meters; exceeding this limit invites cavitation problems. Proper pump selection with adequate NPSH margin prevents this condition.
Impeller Blockage Debris
Why sewage pumps clog or fail most commonly relates to debris accumulation. Stringy materials (rags, cloth, plastic bags) wrap around impeller vanes, reducing flow and increasing power consumption. Foreign objects like stones or metal fragments can jam between the impeller and casing. Pumps with open impellers or cutting mechanisms resist blockages but may still require periodic cleaning.
Seal Leakage Maintenance Problem
Mechanical seals can fail due to abrasion, chemical attack, or dry running. When seals leak, sewage may enter the bearing housing or motor, causing component failure. Regular seal inspection and replacement as part of preventive maintenance programs mitigate this risk.
Vibration Noise Operation
Common issues in wastewater pumping systems include vibration from imbalance, misalignment, or cavitation. Horizontal pumps require proper foundation and alignment to minimize vibration. Loose foundations, worn bearings, or hydraulic instability all contribute to excessive noise and premature wear.
Suction Lift Limitation
Unlike positive displacement pumps, centrifugal horizontal pumps have limited suction lift capability. If the pump must draw from a source below its centerline, suction lift may be inadequate. This limitation often requires flooded suction design (positive suction head) for reliable operation.
What is the future trend of sewage pumping technology?
Future of sewage pump technology points toward intelligent, energy-efficient systems:
Smart Wastewater Management Systems
Digital transformation is reshaping pump station operations. Remote monitoring, automated controls, and data analytics enable optimized pump scheduling and early fault detection. Trends in smart wastewater pumping systems include real-time flow monitoring, automated pump sequencing, and integrated SCADA connectivity.
IoT Pump Monitoring Systems
Internet of Things (IoT) sensors provide continuous data on pump performance parameters—flow rate, pressure, temperature, vibration, and power consumption. This data enables predictive maintenance, reducing unplanned downtime and extending equipment life. Early warning systems alert operators to developing issues before they cause failures.
Energy Efficient Pump Design
Innovation in industrial drainage pumps focuses on hydraulic optimization to reduce energy consumption. Improved impeller designs, premium efficiency motors, and variable frequency drives (VFDs) allow pumps to match output to actual demand rather than running at fixed speed. The combination of VFDs with horizontal pumps provides substantial energy savings in variable-flow applications.
Predictive Maintenance Pumping Systems
Condition monitoring technologies assess pump health and predict maintenance needs. Vibration analysis, thermal imaging, and oil analysis identify developing bearing wear, imbalance, or seal degradation. This approach shifts maintenance from reactive or scheduled to condition-based, optimizing repair timing and reducing costs.
Advanced Anti-Clog Impeller Technology
Impeller development continues to improve solids handling capability while maintaining efficiency. Advanced impeller geometries, including mixed-flow designs and improved channel configurations, offer better performance with reduced clogging risk. Manufacturers also explore new materials to extend wear life in abrasive applications.
FAQ
What is horizontal sewage pump?
A horizontal sewage pump is a centrifugal pump with a horizontally oriented shaft, designed to transport wastewater and liquids containing solids through pipelines. It is mounted on a baseplate at ground level in a dry well configuration, providing easy access for maintenance and inspection.
How does a sewage pump work?
A sewage pump uses a rotating impeller to create centrifugal force that draws wastewater into the pump and discharges it under pressure. The impeller converts rotational energy into pressure energy, moving sewage through pipelines from lower to higher elevations.
Horizontal vs submersible sewage pump difference?
Horizontal pumps are installed in dry wells with easy maintenance access and longer service life, but require more space and higher civil construction costs. Submersible pumps are installed directly in wet wells with lower construction costs but are harder to inspect and repair. Horizontal pumps typically offer higher efficiency.
Can sewage pumps handle solids?
Yes, horizontal sewage pumps are specifically designed to handle solids. They use non-clog impeller designs such as channel, open, or swirl impellers that allow passage of solid particles and fibrous materials. Flow channel widths of at least 80mm are recommended for reliable solids handling.
How long do sewage pumps last?
Properly maintained horizontal sewage pumps can last 15–25 years or more. Service life depends on application conditions, operating hours, maintenance quality, and the nature of the pumped media. Abrasive or corrosive wastewater reduces component life, while regular maintenance extends it.
What causes sewage pump clogging?
Clogging occurs when stringy materials (rags, cloth, plastic bags) wrap around impeller vanes or when solid objects lodge in the impeller or casing. Poor impeller design, insufficient flow channel size, and lack of cutting or grinding mechanisms increase clogging risk.
Related products






Copyright © JINGSHUI PUMP (SHANGHAI) CO., LTD. All Rights Reserved.
Custom Water Supply/Drainage, Water Treatment, Fire Pump Systems Manufacturers
